Productos




Roving directo de fibra de vidrio ECR para tejido
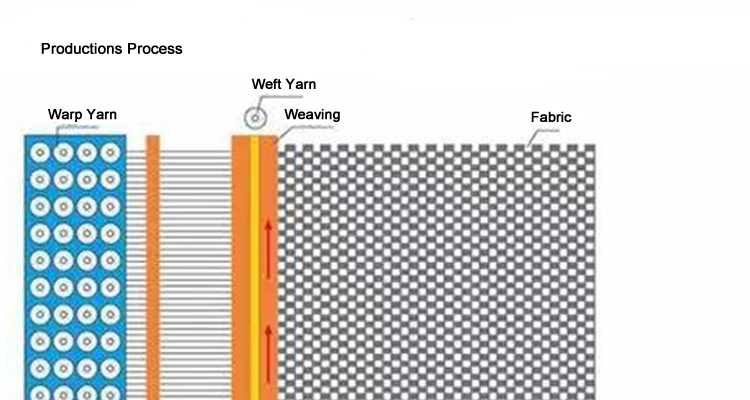
Roving directo para tejido
Los productos son compatibles con resinas UP VE, etc. Ofrecen un excelente rendimiento de tejido y están diseñados para producir todo tipo de productos de FRP, como roving tejido, mallas, geotextiles y telas multiaxiales, entre otros.
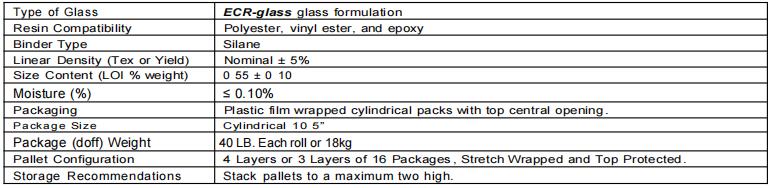
especificación del producto
| Código de producto | Diámetro del filamento (μm) | Densidad lineal (tex) | Resina compatible | Características y aplicaciones del producto |
| EWT150 | 13-24 | 300、413 600, 800, 1500, 1200, 2000, 2400 | UPVE
| Excelente rendimiento de tejidoMuy poca pelusa Se utiliza para producir mechas tejidas, cintas, esteras combinadas y esteras tipo sándwich.
|
DATOS DEL PRODUCTO
Roving directo para aplicación en tejido
Los tejidos de fibra de vidrio E se utilizan en la fabricación de embarcaciones, tuberías, aviones y en la industria automotriz en forma de compuestos. También se emplean en la fabricación de palas de aerogeneradores, mientras que las fibras de vidrio en bruto se emplean en la producción de tejidos biaxiales (±45°, 0°/90°), triaxiales (0°/±45°, -45°/90°/+45°) y cuadriaxiales (0°/-45°/90°/+45°). Las fibras de vidrio en bruto utilizadas en la producción de tejidos deben ser compatibles con diferentes resinas como el poliéster insaturado, el éster de vinilo o la resina epoxi. Por lo tanto, al desarrollar estas fibras, se deben considerar diversos productos químicos que mejoran la compatibilidad entre la fibra de vidrio y la resina matriz. Durante este proceso, se aplica una mezcla de productos químicos a la fibra, lo que se denomina encolado. El encolado mejora la integridad de las hebras de fibra de vidrio (formador de película), la lubricidad entre las hebras (agente lubricante) y la formación de enlaces entre la matriz y los filamentos de fibra de vidrio (agente de acoplamiento). El encolado también previene la oxidación del formador de película (antioxidantes) e inhibe la aparición de electricidad estática (agentes antiestáticos). Las especificaciones del nuevo roving directo deben asignarse antes del desarrollo de un roving de fibra de vidrio para aplicaciones de tejido. El diseño del encolado requiere la elección de los componentes de encolado con base en las especificaciones, seguidas por la ejecución de pruebas. Los productos de roving de prueba se prueban, los resultados se comparan con las especificaciones objetivo y, en consecuencia, se introducen las correcciones necesarias. Además, se utilizan diferentes matrices para hacer compuestos con roving de prueba con el fin de comparar las propiedades mecánicas adquiridas.